
NEWS
PICTURES & VIDEOS
NEWS
Press release
The use of HLFC (Hybrid Laminar Flow Control) systems is an important advantage that will improve the aerodynamic efficiency of flights significantly. Either using passive or active solutions many challenges have been tackled and demonstrators have been developed in the past.
To be able to assembly the HLFC systems to the leading edge of the wing complex tools should be developed in order to obtain aeronautic standards in terms of tolerances and geometry accuracy. Sensorization of complex tooling is a technique that allows to monitor the complete process of assembly ensuring that the process is being done in the proper way or, if not, understanding what is happening and enabling corrective actions. Build-up stress and deformations measurements, automatic best-fit positioning, sensors recording key parameters to feedback engineering assumptions and calculations, are some examples.
As part as Industry 4.0 the sensorization of tools and the use of new technologies such as additive manufacturing will be implemented in the development of this project called HLFC 4.0.
The consortium of HLFC 4.0 is formed by two leading companies with broadly experience in the fields of aeronautic design and manufacturing of systems and structures (ADATICA) and in the design and manufacturing of tools including sensorization for industry 4.0 (ACTEMIUM).
Putting everything together, this project will drive to the manufacturing of two HLFC systems, passive and active, and a sensorized tool to assemble these systems to the leading edge. Also as part of the project HLFC 4.0 and due to ADATICA expertise in DfAM (Design for Additive Manufacturing) drilling templates will be designed and manufactured using additive methods.
MAIN TASKS
Some pictures of the design, manufacture and tests carried out during the project.

Test coupons
Four different additive manufacturing technologies have been considered to be promising to be used as part of HLFC 4.0 project.
- FDM – Fused Deposition Modeling
- SLA – Stereoligraphy
- MJF – Multijet Fusion
- SLS – Selective Laser Sintering
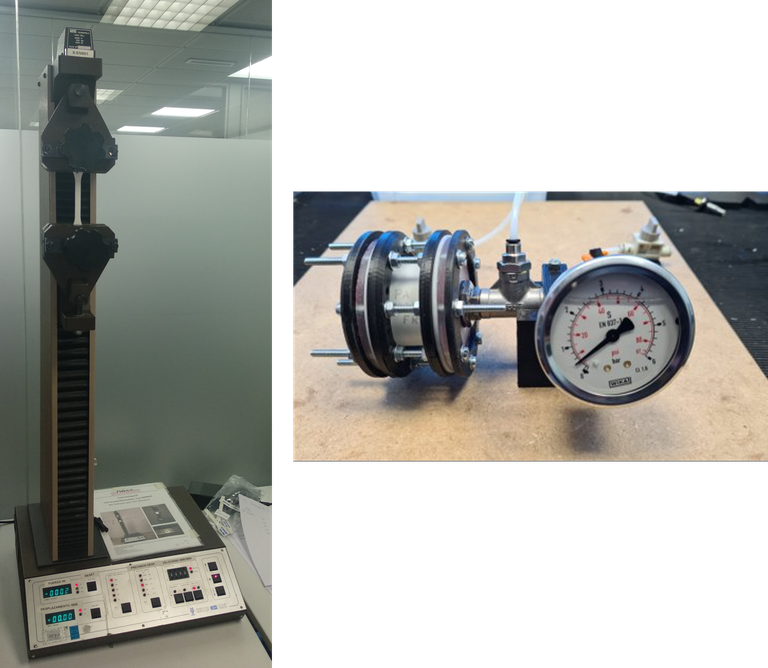
Mechanical and watertightness tests
A study of the mechanical properties of the selected materials have been performed. Tensile tests have been carried out with different specimens and the data have been analyzed to determine the properties of the materials.
Furthermore, watertightness tests were required to determine which additive manufacturing technologies and materials are capable to airtighting and holding air pressure inside without leaking.
Tests results was analysed and the material with the best behaviour will be selected for the project objective.
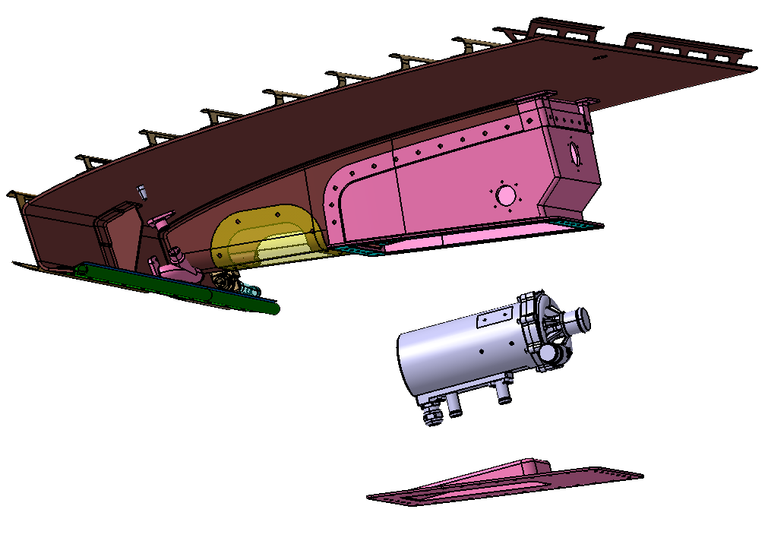
Compressor cover
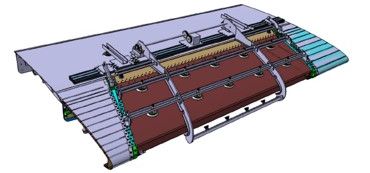
The compressor is encapsulated into the carbon fiber skin thanks to two flanges positioned at both sides of the compressor area. That composite-made piece defines, together with the wing skin, the three different air chambers from where the air goes to the compressor compartment passing through three independent holes across this carbon fiber piece.
To ensure a correct assembly and maintenance processes, the compressor will be covered by a shell and a rear tap
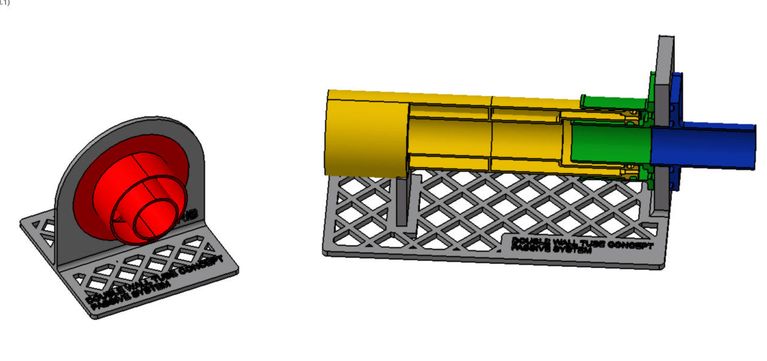
New Design Concepts
Different design loops have demostrated the feasibility of different ideas that were no possible with the traditional manufacturing technologies.

Design and manufacturing of drilling templates
The AM give us the possibility of create drilling and positioning templates within good leadtimes and tolerances, what allows us to improve the assembly operations.
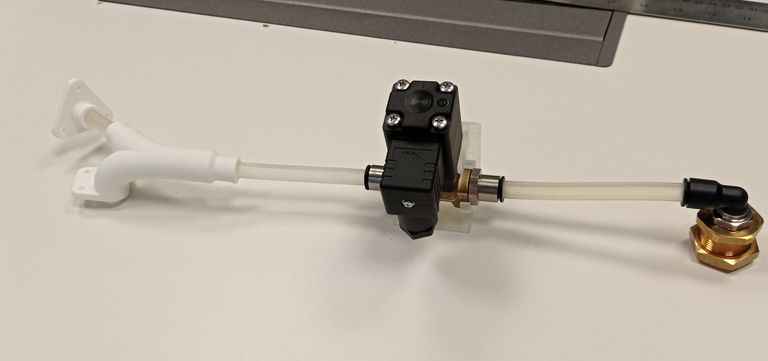
Design and manufacturing of drainage system
A drainage system have been designed to evacuate water acumulation.
Furthermore, a skin extension by means of additive manufacturing to test the drainage system will be manufactured. The use of AM reduce cost and time to manufacture tests parts.
Main Tooling Components
•The main tooling components included are the Main Positioning Tool (MPT) and the Skin Positioning Tool (SPT).
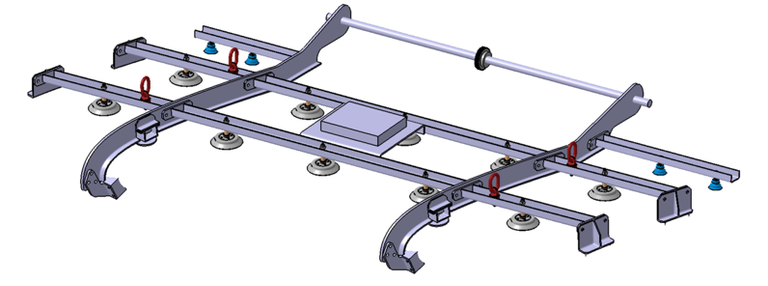
Skin Positioning Tool (SPT)
Vacuum generators will be employed and mounted on the SPT to handle the Skin.

Piping Design
Traditional Piping constrains the designs and bases the solutions in typical pipe shapes. New design improves the inspectionability, interchambieability and offers weight and space reduction of the system.
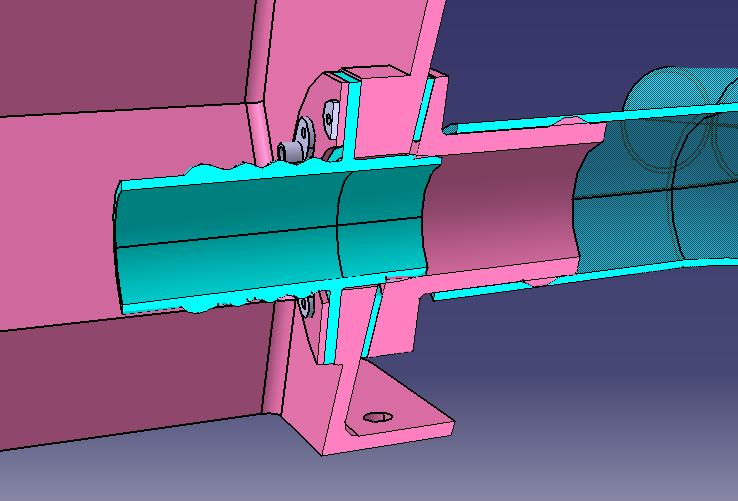
Piping Coupling Design
Tailored-design Couplings are made thanks to the AM, meliorating the tightness, saving weigth and space, due to the optimized configurations.
Related Links
For other news about the progress of HLFC visit:

All rights reserved. Your business name.
© 2019